エンドミル切削の最適な加工条件を導き出す_加工条件最適化コラム
エンドミル切削の最適な加工条件を導き出す_加工条件最適化コラム
加工条件最適化コラム
エンドミル切削の最適な加工条件を導き出す②
加工条件設定とは、
加工条件設定とは、加工条件を決定づけるパラメータの値を決定することです。まず、加工条件パラメータでもっとも重要なものは、“切削速度”です。“切削速度”とは、「工具が材料を削る速度」です。切削加工に携わっている人でも、この“切削速度”と“送り速度”を混同している方がいますので注意が必要です。“送り速度”は工具自体が動く速さであり、“切削速度”とはまったく関係がない概念です。エンドミル切削の場合、工具が回転に伴う円運動をしながら材料を削るので、工具の“周速”が“切削速度”となります。“周速”は、工具径と工具回転数から決まるので、“工具回転数”をいくつにするかで、“切削速度”が決まります。
切削速度
次に、“切削速度”と並んで重要なパラメータが“切り込み量”です。この“切り込み量”も注意が必要な概念です。旋盤加工においては、この“切り込み量”は、バイトをどの程度中心方向に切り込ませるかで決まるので、直感的に理解できます。一方、エンドミル切削では、メカニズムがもっと複雑です。エンドミル切削では、“切り込み量”を“1刃切り込み”や“1刃送り”と呼ぶことが多いですが、この“1刃切り込み”は直感的に理解し難にくいです。ポイントは、この“切り込み量”が回転に伴って変化することです。詳細は省きますが、結論としては、“切り込み量”は、“工具径”、“刃数”、“工具回転数”、“送り速度”、“径方向切り込み”から決まります。“工具径”と“刃数”は、工具仕様ですので、“工具回転数”、“送り速度”、“径方向切り込み”の3パラメータのバランスで、“切り込み量”が決まります。
切り込み
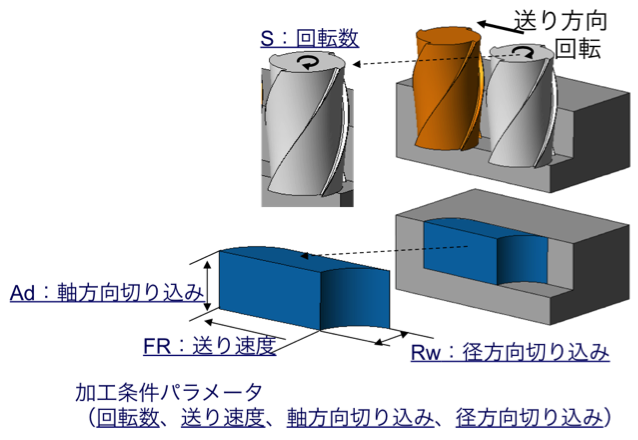
最後に、材料に対してエンドミルをどれくらい深く切り込むかを決める“切り込み”があります。これは、上記の“1刃切り込み”とはまったく別の意味での“切り込み”です。“切り込み”には、“軸方向切り込み”と“径方向切り込み”の2つがあります。これらの切り込みは、Z方向とXY方向に工具がどの程度噛んでいるかを表す、見たままの“切り込み”深さです。
まとめ
以上をまとめると、まず、“切削速度”を決めるパラメータである“工具回転数”があります。さらに、“1刃切り込み”である“切り込み量”を決定する“工具回転数”、“送り速度”、“径方向切り込み”の3つのパラメータがあります。最後に、材料に対しての工具の“切り込み”を決める“軸方向切り込み”と“径方向切り込み”の2つのパラメータがあります。それぞれ重複を省くと、切削条件を決定づけるパラメータとしては、“工具回転数”、“送り速度”、“軸方向切り込み”、“径方向切り込み”の4つとなります。すなわち、加工条件設定とは、“工具回転数”、“送り速度”、“軸方向切り込み”、“径方向切り込み”の4つのパラメータの値を決めることとなります。